
അമൂർത്തമായത്
 പേസ്ട്രി മാർജറൈൻ പ്ലാസ്റ്റിക്കും സ്ഥിരതയുള്ളതുമായിരിക്കണം. പേസ്ട്രി മാർജറൈൻ ഉൽപ്പാദിപ്പിക്കുന്നതിനുള്ള സാങ്കേതിക ഒഴുക്ക് ട്യൂബുലാർ ചില്ലർ (ട്യൂബുലാർ സ്ക്രാപ്പ്ഡ് സർഫേസ് ഹീറ്റ് എക്സ്ചേഞ്ചർ) ഉപയോഗിച്ച് വളരെ എളുപ്പത്തിൽ ക്രമീകരിക്കാൻ കഴിയും. എണ്ണയുടെ ആഴത്തിലുള്ള സംസ്കരണ സമയത്ത്, തണുപ്പിക്കൽ പേസ്ട്രി മാർജറൈനിന്റെ ക്രിസ്റ്റലൈസേഷനിൽ കാര്യമായ സ്വാധീനം ചെലുത്തുന്നു. വ്യത്യസ്ത മാർജറൈനുകൾക്ക് വ്യത്യസ്ത പ്രക്രിയകളും ടെമ്പറിംഗ് അവസ്ഥയും ആവശ്യമാണ്.
പേസ്ട്രി മാർജറൈൻ പ്ലാസ്റ്റിക്കും സ്ഥിരതയുള്ളതുമായിരിക്കണം. പേസ്ട്രി മാർജറൈൻ ഉൽപ്പാദിപ്പിക്കുന്നതിനുള്ള സാങ്കേതിക ഒഴുക്ക് ട്യൂബുലാർ ചില്ലർ (ട്യൂബുലാർ സ്ക്രാപ്പ്ഡ് സർഫേസ് ഹീറ്റ് എക്സ്ചേഞ്ചർ) ഉപയോഗിച്ച് വളരെ എളുപ്പത്തിൽ ക്രമീകരിക്കാൻ കഴിയും. എണ്ണയുടെ ആഴത്തിലുള്ള സംസ്കരണ സമയത്ത്, തണുപ്പിക്കൽ പേസ്ട്രി മാർജറൈനിന്റെ ക്രിസ്റ്റലൈസേഷനിൽ കാര്യമായ സ്വാധീനം ചെലുത്തുന്നു. വ്യത്യസ്ത മാർജറൈനുകൾക്ക് വ്യത്യസ്ത പ്രക്രിയകളും ടെമ്പറിംഗ് അവസ്ഥയും ആവശ്യമാണ്.
പ്രധാന വാക്കുകൾ: പേസ്ട്രി മാർജറൈൻ; ചില്ലിംഗ് ഡ്രം; ട്യൂബുലാർ ചില്ലർ, സ്ക്രാപ്പ് ചെയ്ത ഉപരിതല ഹീറ്റ് എക്സ്ചേഞ്ചർ, മാർജറൈൻ ഉത്പാദനം.
ട്യൂബുലാർ ചില്ലറിന്റെ സാങ്കേതിക ആമുഖം
ഫ്ലേക്കി മാർജറിൻ ഉൽപ്പന്നങ്ങൾ വർഷങ്ങളായി ഉൽപ്പാദിപ്പിക്കപ്പെടുന്നുണ്ടെങ്കിലും, പ്രോസസ്സ് അവസ്ഥകൾക്കുള്ള ഏറ്റവും നല്ല മാർഗം കണ്ടെത്താൻ ആളുകൾ ശ്രമിച്ചുകൊണ്ടിരിക്കുകയാണ്, പ്രധാനമായും വ്യത്യസ്ത പ്രോസസ്സിംഗ് സാഹചര്യങ്ങളിൽ വ്യത്യസ്ത ഉൽപ്പന്ന ഫോർമുലകളുടെ ക്രിസ്റ്റലൈസേഷനെ അടിസ്ഥാനമാക്കി. സ്ക്രാപ്പർ ഹീറ്റ് എക്സ്ചേഞ്ചർ അല്ലെങ്കിൽ ട്യൂബ് ക്വഞ്ചിംഗ് മെഷീൻ കണ്ടുപിടിക്കുന്നതിന് മുമ്പ്, എല്ലാ മാർജറി ഉൽപ്പന്നങ്ങളും ഡ്രം ക്വഞ്ചിംഗ്, കുഴയ്ക്കൽ മെഷീനുകൾ ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരുന്നത്. ട്യൂബ് ക്വഞ്ചിംഗ് പ്രോസസ്സിംഗ് മെഷീനിന് മറ്റ് പ്രോസസ്സിംഗ് മെഷീനുകളെ അപേക്ഷിച്ച് നിരവധി ഗുണങ്ങളുണ്ട്, അതിനാൽ ഇപ്പോൾ മാർജറിൻ നിർമ്മാതാക്കൾ ഫ്ലേക്കി പേസ്ട്രി മാർജറിൻ ഉത്പാദനം ഉപയോഗിക്കുന്നു, ക്വഞ്ചിംഗ് ട്യൂബ് പ്രോസസ്സിംഗ് മെഷീനിലെ ഈ പേപ്പർ ഫ്ലേക്കി പേസ്ട്രി മാർജറിൻ പ്രക്രിയ നിർമ്മിക്കാൻ ചില ആമുഖങ്ങൾ നൽകുന്നു.
ഫ്ലേക്കി മാർജറിനിന്റെ പ്രധാന ഗുണങ്ങൾ അതിന്റെ പ്ലാസ്റ്റിസിറ്റിയും സ്ഥിരതയുമാണ്. മാർജറിൻ മടക്കി ആവർത്തിച്ച് ഉരുട്ടുമ്പോൾ, പാളികൾ മാവിൽ പൊട്ടാതെ തുടരണം, അതിനാൽ പ്ലാസ്റ്റിസിറ്റി പ്രധാനമാണ്; സ്ഥിരതയും പ്രധാനമാണ്. മാർജറിൻ മൃദുവാകാൻ വേണ്ടത്ര ഉറച്ചതല്ലെങ്കിൽ അല്ലെങ്കിൽ എണ്ണ കടക്കാൻ കഴിയുന്നില്ലെങ്കിൽ, മാവിൽ ആഗിരണം ചെയ്യപ്പെടുകയാണെങ്കിൽ, മാവ് പാളികൾക്കിടയിലുള്ള എണ്ണ പാളി വളരെയധികം കുറയും.
റോട്ടറി ഡ്രം ക്വഞ്ച് മെഷീനിന്റെ ഘടന താരതമ്യേന ലളിതമാണ്, ഉൽപാദനത്തിൽ കുറച്ച് പാരാമീറ്ററുകൾ ക്രമീകരിക്കേണ്ടതുണ്ട്, ഇത് ക്രിസ്പ് മാർജറിൻ ഉൽപന്നങ്ങൾ ഉത്പാദിപ്പിക്കാൻ കഴിയും. ഡ്രം ക്വഞ്ച് മെഷീൻ ഉൽപാദിപ്പിക്കുന്ന ഫ്ലേക്കി പേസ്ട്രി മാർജറിന് നല്ല പ്ലാസ്റ്റിറ്റി ഉണ്ട്, എണ്ണയിലേക്ക് എളുപ്പത്തിൽ തുളച്ചുകയറാൻ കഴിയില്ല, കൂടാതെ വലിയ താപനില പരിധിയിൽ വളരെ സ്ഥിരതയുള്ളതുമാണ്. ഡ്രം ക്വഞ്ച് മെഷീനേക്കാൾ ട്യൂബ് ക്വഞ്ച് മെഷീൻ പ്രകടനത്തിൽ കൂടുതൽ പുരോഗതി കൈവരിച്ചു, ഇത് പ്രധാനമായും ഇതിൽ പ്രതിഫലിക്കുന്നു:
(1) സീൽ ചെയ്ത പൈപ്പ് സംസ്കരണ ഉൽപ്പന്നങ്ങളിൽ, നല്ല സീലിംഗ്, സാനിറ്ററി അവസ്ഥകൾ എന്നിവയും വളരെയധികം മെച്ചപ്പെടും;
(2) ക്രിസ്പ് മാർജറിൻ ഉൽപ്പാദിപ്പിക്കുന്നതിന് വളരെ പ്രധാനപ്പെട്ട ഉയർന്ന മർദ്ദത്തിലുള്ള പ്രവർത്തനത്തിന്റെ സാക്ഷാത്കാരം;
(3) നല്ല വഴക്കം, വേഗത, മർദ്ദം, മരവിപ്പിക്കുന്ന ശക്തി, മറ്റ് പ്രോസസ്സിംഗ് അവസ്ഥകൾ എന്നിവ വഴക്കത്തോടെ മാറ്റാൻ കഴിയും.
ട്യൂബ് ക്വഞ്ചിംഗ് മെഷീൻ ഉപയോഗിച്ച് ഫ്ലേക്കി പേസ്ട്രി മാർഗരിൻ ഉൽപ്പാദിപ്പിക്കുന്നതിനുള്ള പ്രതിനിധി പ്രക്രിയ ഇപ്രകാരമാണ്:
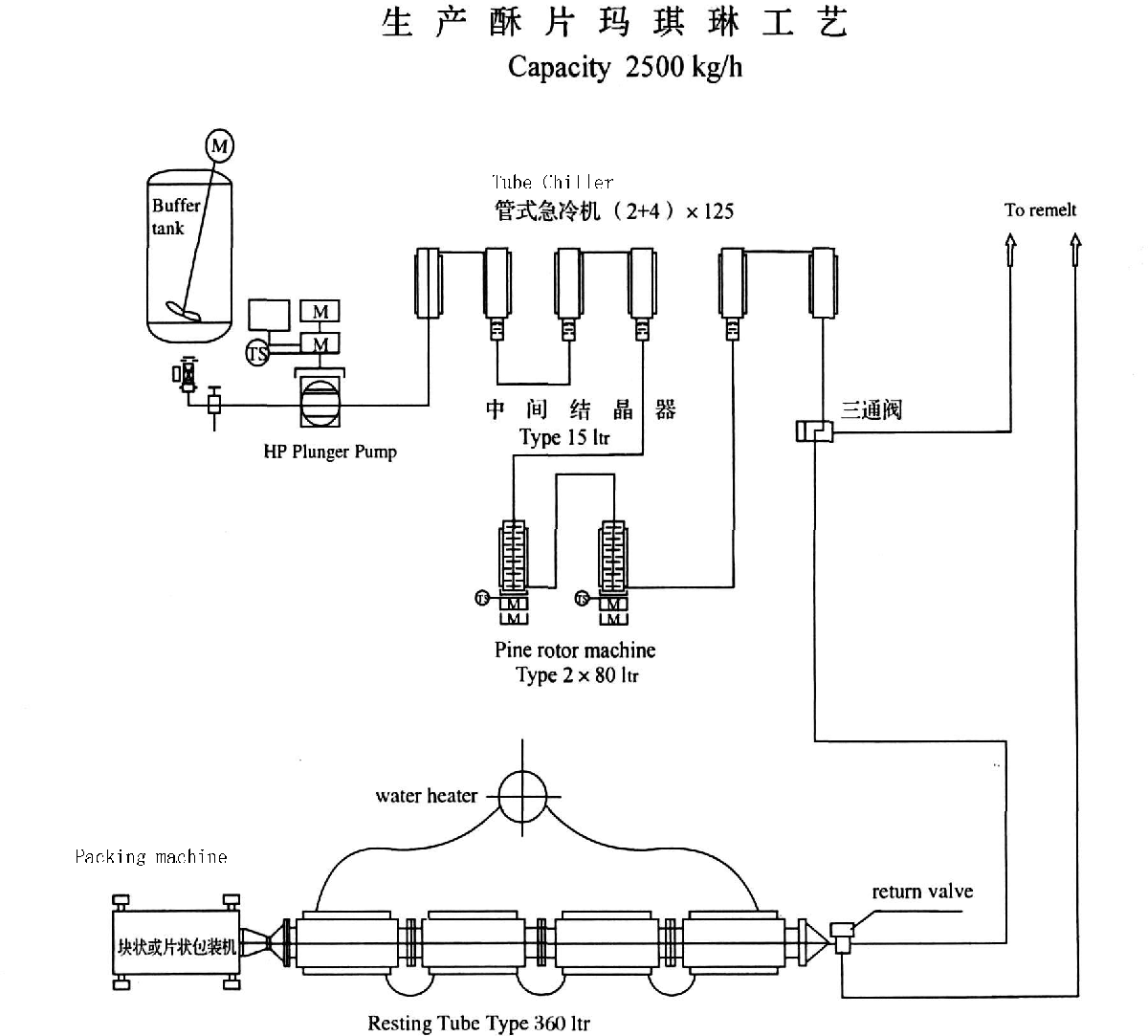
ഉയർന്ന മർദ്ദമുള്ള പ്ലങ്കർ പമ്പ് ※ ഉയർന്ന മർദ്ദമുള്ള ട്യൂബുലാർ സ്ക്രാപ്പ് ചെയ്ത ഉപരിതല ഹീറ്റ് എക്സ്ചേഞ്ചർ (യൂണിറ്റ് എ) ※ ഇന്റർമീഡിയറ്റ് ക്രിസ്റ്റലൈസർ സെറ്റ് ※ സ്റ്റിറിംഗ് പൈൻ റോട്ടർ മെഷീൻ (യൂണിറ്റ് ബി)※ വലിയ ശേഷിയുള്ള റെസ്റ്റ് ട്യൂബ് ※ സ്ലൈസ്/ബ്ലോക്ക് പാക്കിംഗ്.
ഇന്റർമീഡിയറ്റ് ക്രിസ്റ്റലൈസറിന്റെ പ്രവർത്തനം സ്റ്റിറിംഗ് മിക്സറിന്റെ പ്രവർത്തനത്തിന് തുല്യമാണ്. ഇത് പ്രോസസ്സിംഗ് മെഷീനിന്റെ ക്വഞ്ച് പൈപ്പിൽ സ്ഥിതിചെയ്യുന്നു, കൂടാതെ പ്രോസസ്സിംഗ് മെഷീനിന്റെ കട്ടർ ഷാഫ്റ്റ് ഉപയോഗിച്ച് കറങ്ങാൻ പ്രേരിപ്പിക്കുന്നു.
ട്യൂബ് ക്വഞ്ചിംഗ് മെഷീൻ ഉപയോഗിച്ച് ഫ്ലേക്കി പേസ്ട്രി മാർഗരിൻ ഉത്പാദിപ്പിക്കുന്നതിന് ഉൽപ്പന്നത്തിന്റെ പ്രോസസ്സിംഗ് ഫ്ലോ ക്രമീകരിക്കാൻ സൗകര്യപ്രദമാണ്. ക്വഞ്ചിംഗ് പൈപ്പ് ഗ്രൂപ്പ് (യൂണിറ്റ് എ) നും കുഴയ്ക്കൽ യൂണിറ്റിനും (യൂണിറ്റ് ബി) ഇടയിലുള്ള കണക്റ്റിംഗ് പൈപ്പിന്റെ കണക്ഷൻ മോഡ് മാറ്റുന്നതിലൂടെ പ്രക്രിയ ക്രമീകരിക്കുന്നതിന്റെ ലക്ഷ്യം കൈവരിക്കാൻ കഴിയും, ഇത് പ്രവർത്തിക്കാൻ എളുപ്പമാണ്. ഉദാഹരണത്തിന്, സ്റ്റിറിംഗ് കുഴയ്ക്കൽ യൂണിറ്റ് (യൂണിറ്റ് ബി) യൂണിറ്റ് എയുടെ ക്വഞ്ച് പൈപ്പിന്റെ മധ്യത്തിൽ സ്ഥാപിക്കാം, A 1 ※A 2 ※B1 ※B2 ※A 3 ※A 4 ന്റെ ഒഴുക്കിനെ തുടർന്ന്, അല്ലെങ്കിൽ A 1 ※A 2 ※A 3 ※A 4 ※B1 ※B2 ന്റെ ഒഴുക്കിലേക്ക് മാറ്റാം. പ്രോസസ്സിംഗ് പ്രക്രിയ മാറ്റുന്നതിലൂടെ ഉൽപ്പന്ന ഗുണനിലവാരം മെച്ചപ്പെടുത്താൻ കഴിയും. മുകളിൽ പറഞ്ഞ പ്രക്രിയയിൽ, യൂണിറ്റ് എയുടെ ക്വഞ്ച് ട്യൂബിന്റെ മധ്യത്തിൽ യൂണിറ്റ് ബി സ്ഥാപിക്കുന്ന പ്രക്രിയ പാം ഓയിൽ അടിസ്ഥാനമാക്കിയുള്ള സസ്യ എണ്ണ രൂപീകരണത്തിന് പ്രത്യേകിച്ചും അനുയോജ്യമാണ്, ഇത് ഉൽപാദന പരിശീലനത്തിൽ പലതവണ തെളിയിക്കപ്പെട്ടിട്ടുണ്ട്. ഉൽപ്പന്നത്തിന്റെ പ്രധാന മെറ്റീരിയൽ കന്നുകാലികളായിരിക്കുമ്പോൾ, യൂണിറ്റ് എയ്ക്ക് ശേഷം യൂണിറ്റ് ബി സ്ഥാപിക്കുന്നതിലൂടെ മികച്ച ഫലങ്ങൾ ലഭിക്കും.
ഉൽപ്പന്നത്തിന്റെ ഫോർമുലേഷൻ അനുസരിച്ചാണ് കുഴയ്ക്കാനുള്ള ശേഷി നിർണ്ണയിക്കുന്നത്, ഉദാഹരണത്തിന്, മന്ദഗതിയിലുള്ള ക്രിസ്റ്റലൈസേഷനോടുകൂടിയ എണ്ണ രൂപീകരണത്തിന് താരതമ്യേന വലിയ കുഴയ്ക്കാനുള്ള ശേഷി ഉപയോഗിക്കണം. ദ്രുത കൂളിംഗ് പൈപ്പ് ഉൽപാദന പ്രക്രിയയിൽ, കുഴയ്ക്കൽ പ്രഭാവം ഇന്റർമീഡിയറ്റ് ഗ്രൂപ്പിന്റെ ശേഷിയും ക്രിസ്റ്റലൈസറിന്റെ ശേഷിയും മിക്സിംഗ് യൂണിറ്റ് (B) വിപ്പ് ചെയ്യുന്നതും യൂണിറ്റിന്റെ ശേഷിയുടെ ആകെത്തുകയും ആണ്, അതിനാൽ ഉൽപ്പന്ന ഫോർമുലയിൽ മാറ്റം വരുമ്പോൾ, കുഴയ്ക്കൽ പ്രക്രിയയുടെ ശേഷി ക്രമീകരിക്കേണ്ടതുണ്ട്, ഒന്നുകിൽ B യൂണിറ്റ് ശേഷി കൂട്ടുകയോ കുറയ്ക്കുകയോ ചെയ്യുക, മധ്യ പൂപ്പൽ ശേഷി കൂട്ടുകയോ കുറയ്ക്കുകയോ ചെയ്യാം, ഒരേ സമയം കൂട്ടിയും കുറച്ചും പോലും ഇത് ചെയ്യാൻ കഴിയും, വളരെ വഴക്കമുള്ളതാണ്.
പോസ്റ്റ് സമയം: ഡിസംബർ-30-2021